| 第五章 抗張試驗及屈曲試驗 |
| 第七条 |
試驗片ハ註文者又ハ檢査員ノ指定シタル鋼材ノ断片ヨリ之ヲ採取スルモノトス
但シ註文者又ハ檢査員ノ希望ニ依リ指定ノ寸法ニ切断シタル鋼材ヨリ試驗片ヲ採取スルコトヲ得
此ノ場合ニ於テ試驗片カ試驗ニ合格シタルトキハ該鋼材ヲ指定寸法ノモノトシテ受領スルモノトス
|
|
試験片は注文者または検査員の指定した鋼材の断片から採取するものとする。
ただし、注文者または検査員の希望により、指定の寸法に切断した鋼材から試験片を採取することができる。
この場合で試験片が試験に合格したときは該当鋼材を指定寸法のものとして受け取るものとする。
|
| 第八条 |
抗張試驗片ハ鋼板ニ在リテハ横又ハ縦ノ方向ヨリ形鋼(山形鋼、丁形鋼、工形鋼、溝形鋼等)、棒鋼及平鋼ニ在リテハ長ノ方向ヨリ之ヲ採取シ若矯正ノ必要アルトキハ常温ノママ之ヲ行フモノトス
|
|
引張試験片は鋼板では横または縦方向から、形鋼(山形鋼、T形鋼、I形鋼、溝形鋼等)、棒鋼および平鋼では長手方向から採取し、若干の矯正が必要であるときは常温のまま行なうこととする。
|
|
試驗片ニハ鋼材ト共ニスル場合ノ外特ニ燒鈍其ノ他ノ熱処理ヲ施スコトヲ得ス
|
|
試験片には、鋼材にも同じ処理をする場合を除いて、特に焼鈍(しょうどん:焼きなまし)その他の熱処理を施してはならない。
|
|
試驗片ニハ成ルヘク壓延肌ヲ残スモノトス
但シ径又ハ對辺距離75mm以下ノ棒鋼ニ在リテハ適宜機械仕上ヲ為シ又75mmヲ超ユルモノニ在リテハ製造者ノ希望ニ依リ
第一図ニ於テ小円ヲ以テ示ス位置ヨリ試驗片ヲ採取スルコトヲ得
此等ノ場合ニ於ケル試驗片ノ径ハ14mm以下ト為スコトヲ得ス
|
|
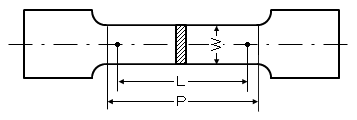
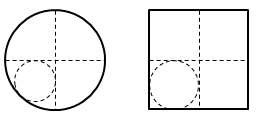
試験片にはなるべく圧延表面を残すこととする。
ただし、直径または対辺距離が75mm以下の棒鋼では適宜機械仕上げを行い、また75mmを超えるものでは製造者の希望によって第一図の小円で示す位置から試験片を採取することができる。
これらの場合での試験片の直径は14mm以下としてはならない。
|
第 一 図
 |
| 第九条 |
抗張試驗ニ在リテハ標準抗張試驗片ヲ用ヰ次表ノ規定ニ合格スルコトヲ要ス
但シ縞鋼板(之ニ類スルモノヲ含ム)及径又ハ對辺距離8mm未満ノ鋼材竝厚6mm未満ノ鋼材ニハ本試驗ヲ行ハス
|
|
引張試験には標準引張試験片を用い、次表の規定に合格する必要がある。
ただし、縞鋼板(滑り止め用の突起を付けた鋼板、チェッカープレート)および直径または対辺距離が8mm未満の鋼材ならびに厚さ6mm未満の鋼材には本試験を行わない。
|
|
抗張力ヲ重要トセサル部分ニ使用スル鋼材ニハ註文者又ハ檢査員ノ指定又ハ承認ニ依リ本試驗ヲ省略スルコトヲ得
此ノ場合ニ於テハ常温屈曲試驗ノミヲ行フモノトス
|
|
引張力を重要としない部分に使用する鋼材には、注文者または検査員の指定または承認により本試験を省略することができる。
この場合には常温での屈曲試験のみを行なうこととする。
|
|
鍛接又ハ鎔接ヲ為スヘキモノニ在リテハ鋼板、形鋼及平鋼ニ限リ上表ノ規定ニ依ラサルモノトス
|
|
鍛接(熱を加える圧接)または溶接を行うものは、鋼板、形鋼および平鋼に限り上表の規定によらないこととする。
|
| 第十条 |
常温及燒入屈曲試驗片ハ鋼板ニ在リテハ横又ハ縦ノ方向ヨリ形鋼、棒鋼及平鋼ニ在リテハ長ノ方向ヨリ採取シ其ノ幅、径又ハ對辺距離35mm以上ナルコトヲ要ス
但シ「フランヂ」ノ幅50mm未満ノ形鋼ヨリ採取セル試驗片ノ幅ハ35mm未満ナルヲ妨ケス
|
|
常温および焼入れ屈曲試験片は、鋼板では横または縦方向から、形鋼、棒鋼および平鋼では長手方向から採取し、その幅、直径または対辺距離が35mm以上である必要がある。
ただし、フランジの幅が50mm未満の形鋼から採取する試験片の幅は35mm未満でもよい。
|
|
径又ハ對辺距離35mm未満ノ棒鋼又ハ幅50mm未満ノ平鋼ノ試驗片ハ壓延セルママノ材料ヲ用ウルモノトス
|
|
直径または対辺距離が35mm未満である棒鋼、または幅が50mm未満である平鋼の試験片は、圧延したままの材料を用いることとする。
|
|
「フランヂ」ノ幅50mm未満ノ形鋼ニ在リテハ之ニ壓力ヲ加ヘ若ハ鎚打シテ扁平ト為シタルモノヲ試驗片ト為スコトヲ得
|
|
フランジの幅が50mm未満の形鋼では、圧力を加えて、もしくは鎚打ちして扁平にしたものを試験片とすることができる。
|
|
常温及燒入屈曲試驗片ニ在リテハ剪断ノ為生シタル稜角又ハ縁ノ不整ハ鑢又ハ研磨機ニ依リ削除シ又厚25mm以上ノモノニ在リテハ剪断面ヲ機械仕上ト為スコトヲ得
但シ厚12mm未満ノ燒入屈曲試驗片ニ在リテハ此等ノ加工ヲ為スコトヲ得ス
|
|
常温および焼入れ屈曲試験片では切断のために生じたとがったかど、または縁の乱れはヤスリまたは研磨機で削り、また厚さ25mm以上のものは切断面を機械仕上げとすることができる。
ただし、厚さが12mm未満の焼入れ屈曲試験片にはこれらの加工をしてはならない。
|
|
試驗片ニハ前項以外ノ加工ヲ為スコトヲ得ス
|
|
試験片には前項以外の加工をしてはならない。
|
|
試驗片ニハ鋼材ト共ニスル場合ノ外特ニ燒鈍其ノ他ノ熱処理ヲ施スコトヲ得ス
|
|
試験片には、鋼材にも同じ処理をする場合を除いて、特に焼鈍その他の熱処理を施してはならない。
|
| 第十一条 |
常温屈曲試驗ニ在リテハ試驗片ニ壓力ヲ加ヘ又ハ鎚打ニ依リ其ノ厚、径又ハ對辺距離ノ1.5倍以下ノ内側半径ニテ180度タケ屈曲スルモ外側ニ裂疵ヲ生セサルコトヲ要ス
但シ鋲材ニ在リテハ密着スル迄屈曲スルモノトス
|
|
常温屈曲試験では試験片に圧力を加えて、または鎚打ちによってその厚さ、直径または対辺距離の1.5倍以下の内側半径で180度だけ屈曲させても外側に裂傷が生じない必要がある。
ただし、鋲材では密着するまで屈曲することとする。
|
| 第十二条 |
燒入屈曲試驗ニ在リテハ試驗片ヲ濃紅色(約650℃)ニ熱シタル後之ヲ約28℃ノ水中ニ急冷スルモノトス
此ノ場合ニ於ケル色ハ日光ノ直射セサル室内ニ於テ判定ス
試驗片ハ之ニ壓力ヲ加ヘ又ハ鎚打ニ依リ其ノ厚、径又ハ對辺距離ノ1.5倍以下ノ内側半径ニテ180度タケ屈曲スルモ外側ニ裂疵ヲ生セサルコトヲ要ス
但シ鋲材ニ在リテハ密着スル迄屈曲スルモノトス
|
|
焼入れ屈曲試験では、試験片を濃紅色(約650℃)に熱した後に約28℃の水中で急冷することとする。
この場合での色は、日光が直射しない室内にて判定する。
試験片は圧力を加えて、または鎚打ちによってその厚さ、直径または対辺距離の1.5倍以下の内側半径で180度だけ屈曲させても外側に裂傷が生じない必要がある。
ただし、鋲材では密着するまで屈曲することとする。
|
| 第十三条 | 試驗片ノ数ハ次表ニ依ルモノトス |
| 第十四条 |
試驗片ハ共試材ヨリ採取前試驗用ノ記号ヲ附シタル上製造者之ヲ規定ノ形狀、寸法ニ作成スルモノトス
|
|
試験片は共試材から採取する前に試験用の記号を付した上で、製造者は規定の形状、寸法に作成することとする。
|
|
試驗ハ製造所ニ於テ之ヲ行フ
此ノ場合ニ於テ註文者又ハ檢査員ノ要求アルトキハ其ノ立會ヲ受クルモノトス
|
|
試験は製造所で行う。
この場合に注文者または検査員の要求があるときは立会いを受けることとする。
|
| 第十五条 |
抗張試驗ニ於テ試驗片カ標点間ノ中心ヨリ標点距離ノ1/4以外ニ於テ切断シタルトキハ其ノ試驗ヲ無效トシ
更ニ最初ニ試驗片ヲ採取セシ鋼材ニ付再試驗ヲ行フコトヲ得
|
|
引張試験において試験片が標点間の中心から標点距離の1/4より外側で破断したときはその試験を無効とし、
更に最初に試験片を採取した鋼材について再試験を行うことができる。
|
| 第十六条 |
抗張試驗及屈曲試驗ノ成績カ規格ニ合セサルトキハ其ノ試驗片各1箇ニ付更ニ2箇ノ試驗片ヲ採取シ再試驗ヲ行フコトヲ得
此ノ場合ニ於テ其ノ内1箇タリトモ合格セサルトキハ其ノ試驗片ニ依リ代表セラルル鋼材ハ全部之ヲ不合格トス
|
|
引張試験および屈曲試験の成績が規格に合わないときは、試験片各1個につき更に2個の試験片を採取して再試験を行うことができる。
この場合、その内1個だけでも合格しないときはその試験片で代表される鋼材は全部不合格とする。
|
| 第六章 鋲ノ試驗 |
| 第十七条 |
本規格ニ依リ鋲材ノ試驗ヲ行ハサル材料ヲ用ヰ製造シタル鋲ニ對シテハ次ノ各号ノ試驗ヲ行フモノトス
|
|
本規格による鋲材の試験を行っていない材料をもちいて製造した鋲に対しては、次の各号の試験を行うこととする。
|
| 一 |
屈曲試驗 常温ノママ鋲ノ脚部ヲ180度タケ屈曲シ第二図ノ如ク密着セシムルモ屈曲部ノ外側ニ裂疵ヲ生セサルコトヲ要ス
|
|
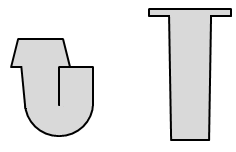
屈曲試験 常温のまま鋲の脚部を180度だけ屈曲し、第二図のように密着しても屈曲部の外側に裂傷を生じない必要がある。
|
| 二 |
打展試驗 鋲ノ頭部ヲ赤熱シ之ヲ第三図ノ如ク打チ展ハシテ扁平ト為シ
其ノ径カ脚部ノ径ノ2.5倍ニ達スルモ其ノ縁ニ裂疵ヲ生セサルコトヲ要ス
|
|
打展試験 鋲の頭部を赤く熱して第三図のように打ち伸ばして扁平とし、
その径が脚部の径の2.5倍に達しても縁に裂傷を生じない必要がある。
|
| 三 |
各試驗ニ用ウル鋲ノ数ハ同一径ノモノノ重量1/4瓲又ハ其ノ端数毎ニ1箇トス
|
|
各試験に用いる鋲の数は、同一径のもので重量が0.25tonまたはその端数ごとに1個とする。
|
第 二 図 第 三 図
 |
| 第十八条 |
鋲ノ再試驗ニ付テハ第十六条ヲ準用ス
|
|
鋲の再試験については第十六条を準用する。
|
| 第八章 檢査 |
| 第二十条 |
註文者又ハ檢査員ハ随時註文鋼材ノ製造工場及関係工場ニ出入シ註文鋼材ノ製造ヲ檢査スルコトヲ得
|
|
注文者または検査員は随時注文した鋼材の製造工場および関係工場に出入りし、注文した鋼材の製造を検査することができる。
|
| 第二十一条 |
鋼塊、鋼片及鋼材ニハ適當ナル記号ヲ附シ其ノ製造ニ共シタル鎔鋼トノ関係ヲ明カナラシムルモノトス
|
|
鋼塊、鋼片および鋼材には適切な記号を付け、その製造に使用した溶鋼との関係が明らかになるようにするものとする。
|
|
鋼材ニハ製造所名又ハ商標及製鋼番号ヲ明示スルモノトス
但シ小ナル鋼材ハ之ヲ結束シ1束毎ニ適當ノ方法ニ依リ上記ノ記号ヲ表示スルコトヲ得
|
|
鋼材には製造所名または商標および製鋼番号を明示することとする。
ただし、小さな鋼材は結束して1束ごとに適切な方法によって上記の記号を表示することができる。
|
|
試驗片採取ニ先タチ製造者ハ鋼材ノ製鋼法、製鋼番号、壓延番号、寸法及重量ヲ明記セル鋼材ノ明細表ヲ
註文者又ハ檢査員ニ提出スルモノトス
|
|
試験片採取に先立ち、製造者は鋼材の製鋼法、製鋼番号、圧延番号、寸法および重量を明記した鋼材の明細表を
注文者または検査員に提出することとする。
|
|
註文者又ハ檢査員ノ要求アルトキハ前記ノ諸記号ノ外鋼材ノ種別ヲ表示スヘキ塗色ヲ施シ
且本規格ニ合格セルコトヲ証明スル記号ヲ鋼材毎ニ明示スルモノトス
|
|
注文者または検査員の要求があるときは前記の諸記号の他、鋼材の種別を表す色を塗り、
かつ本規格に合格したことを証明する記号を鋼材ごとに明示することとする。
|
| 第二十二条 |
鋼材ヲ壓延スル製造所ニ於テ鋼塊ヲ製造セサル場合ニ於テハ鋼材ノ製造ニ使用セル鋼塊ノ
製造所名、製鋼法及製鋼番号ヲ明記セル証明書ヲ註文者又ハ檢査員ニ提出スルモノトス
|
|
鋼材を圧延する製造所で鋼塊を製造しない場合には、鋼材の製造に使用する鋼塊の製造所名、
製鋼法および製鋼番号を明記した証明書を注文者または検査員に提出することとする。
|
|
鋼材ノ記号其ノ他ニ付テハ前条第二項乃至第四項ヲ準用ス
|
|
鋼材の記号その他については前条第二項から第四項を準用する。
|